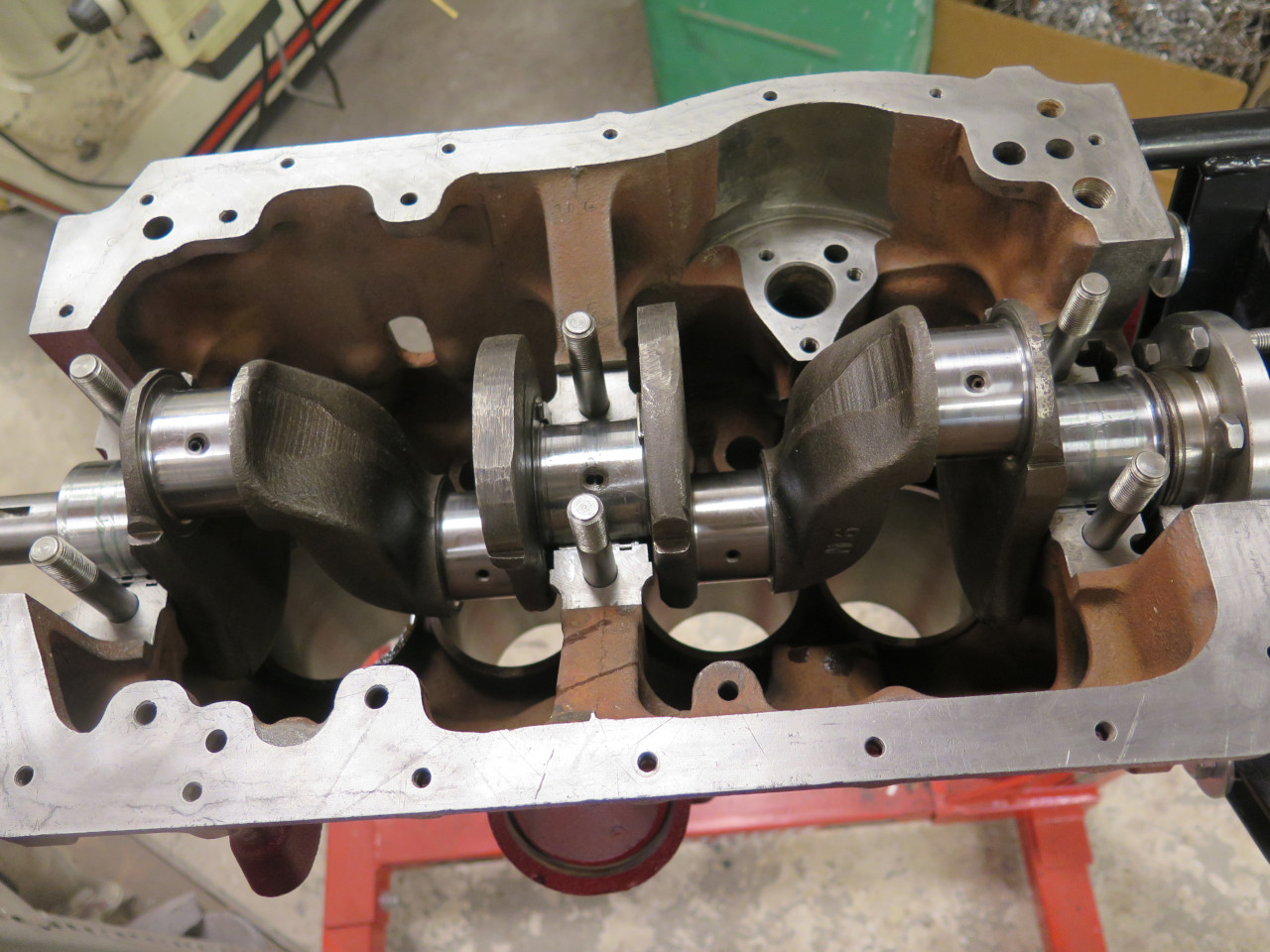
MGA cars used several variants of the same basic crankshaft, but all ran
in three main bearings, and provided a 3.5 inch stroke. The piece
is a fairly beefy 30 pound forging.
In my previous engine work decades ago, I'd had this crank balanced and
turned to 0.010" undersized on both the main and rod journals.
After only a few hundred miles, the car want into storage, so I had
hopes that there wouldn't be much to do this time around.
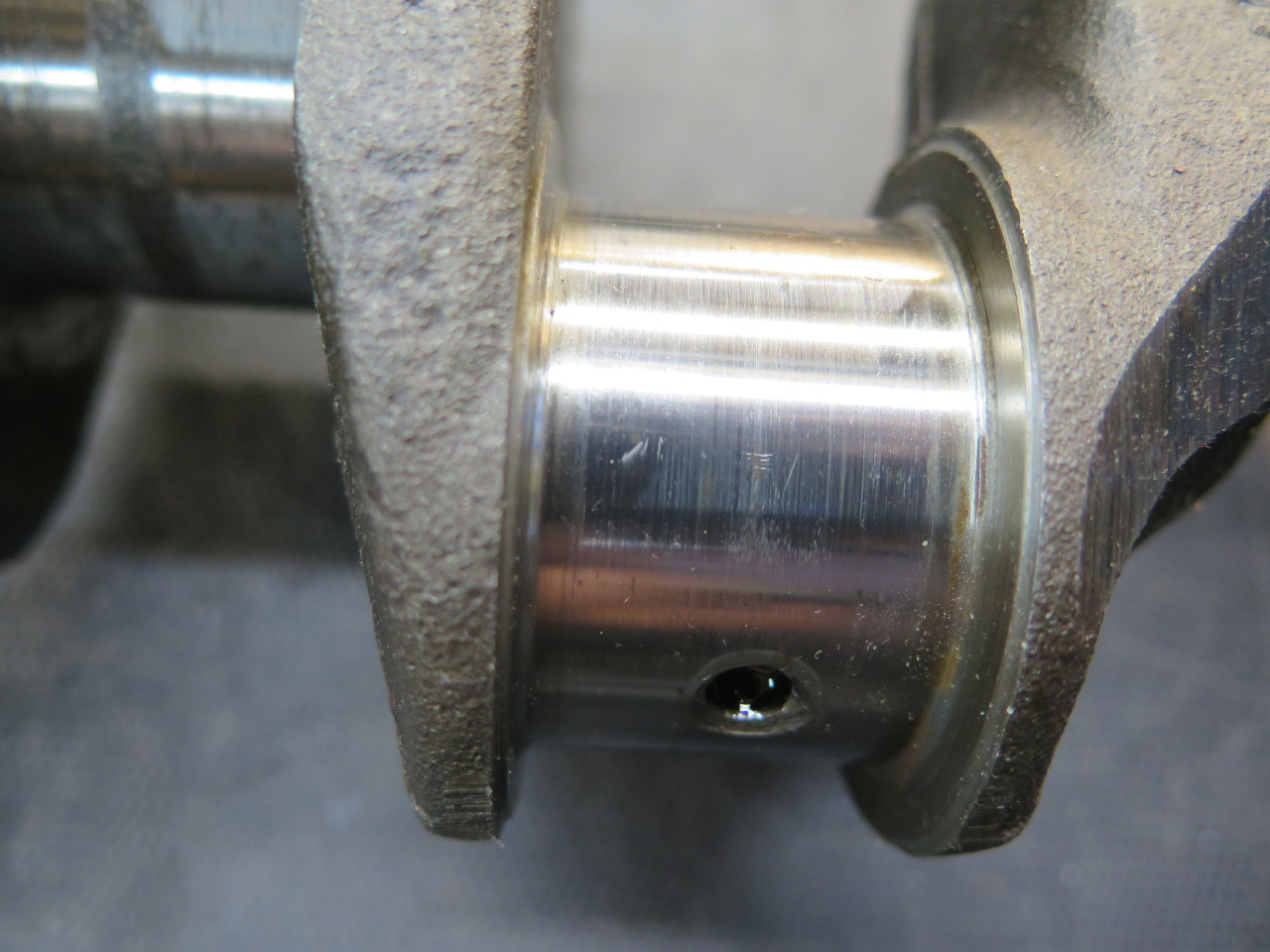
Inspection showed some slight discoloration in a few spots on the
journals, and some very minor blemishes that could be seen, but not
felt. I didn't see anything that I didn't think could be polished
out. The bearings looked pretty good, too.
But were the clearances still good?
I mounted it back in the block with some Plastigage, and torqued the
caps. Still a little under 0.001 clearance. I'll take it.
I have a lathe just big enough to mount the crank in, and this really
helped speed up the polishing of the main journals. The rod
journals had to be done more manually. I started with 1000 grit.
and finished with 2000 grit, both with light oil
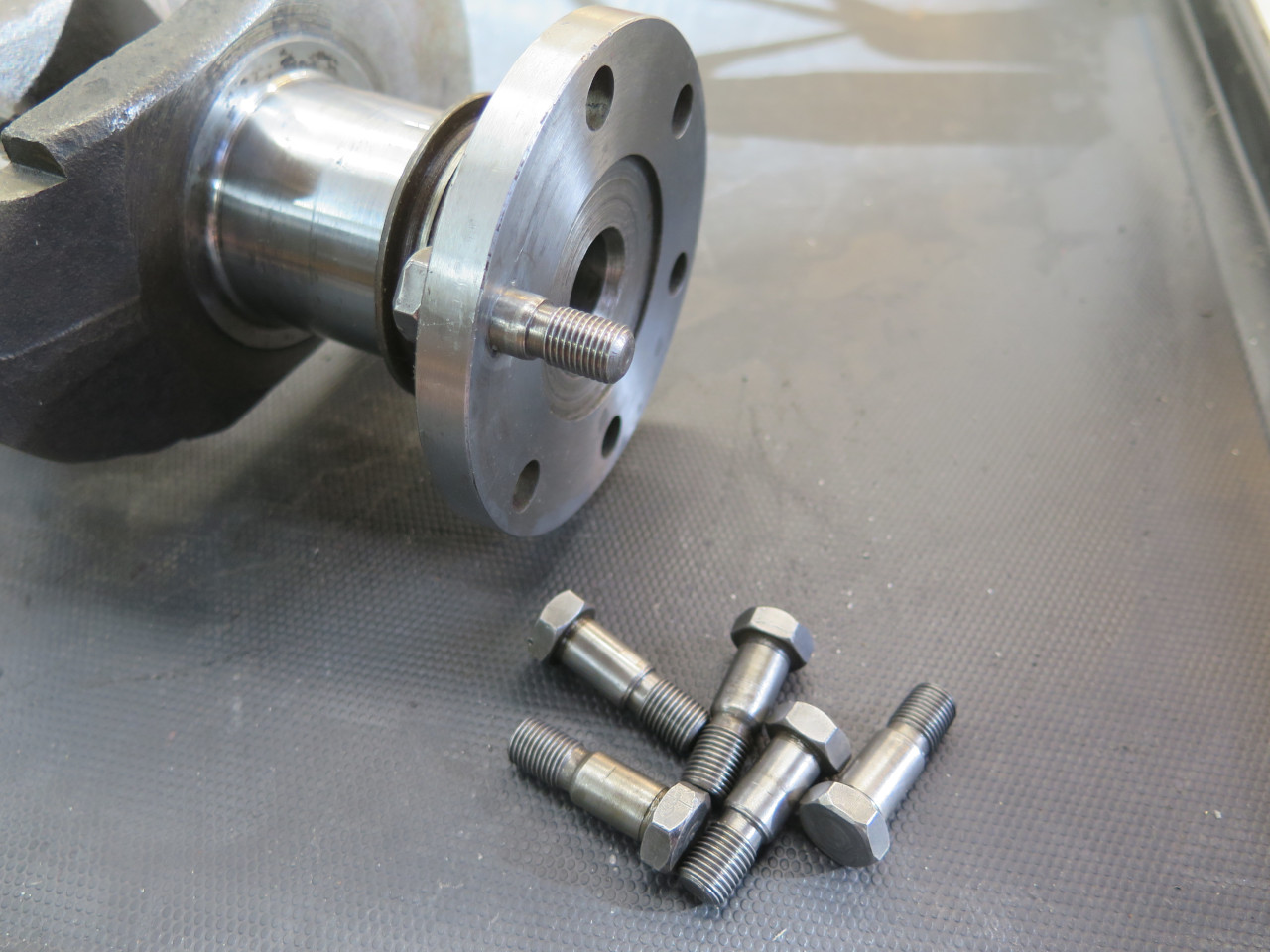
lubrication. The flywheel bolts had to be removed to get it
mounted in the lathe.
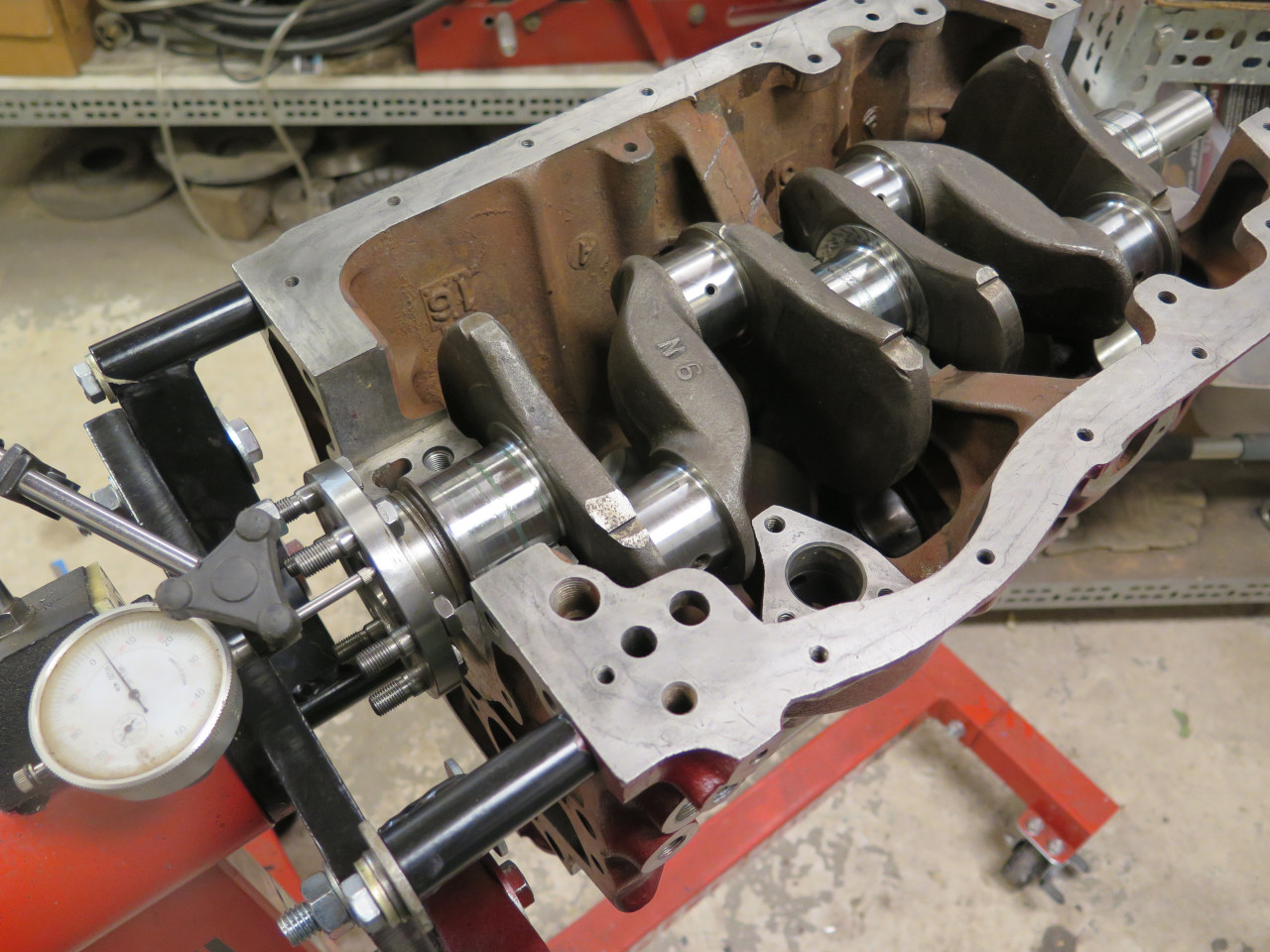
I should have done this before, but I put the crank back in the block to
check the end float. Thrust bearings were 0.005" oversized from
the previous rebuild. Float came in at 0.003"--well within spec.
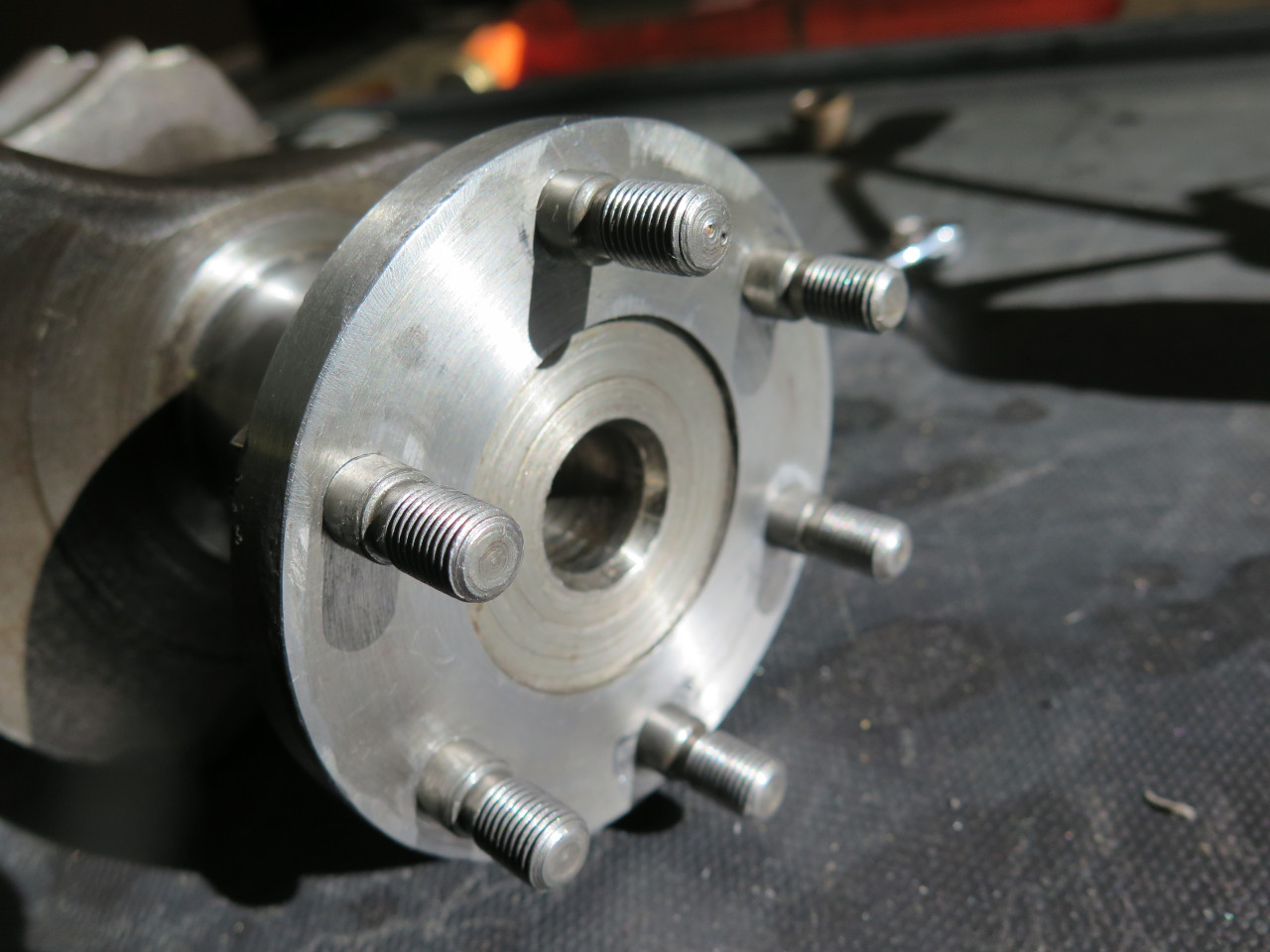
Time to button her up. Main cap studs went in.
Got the caps ready.
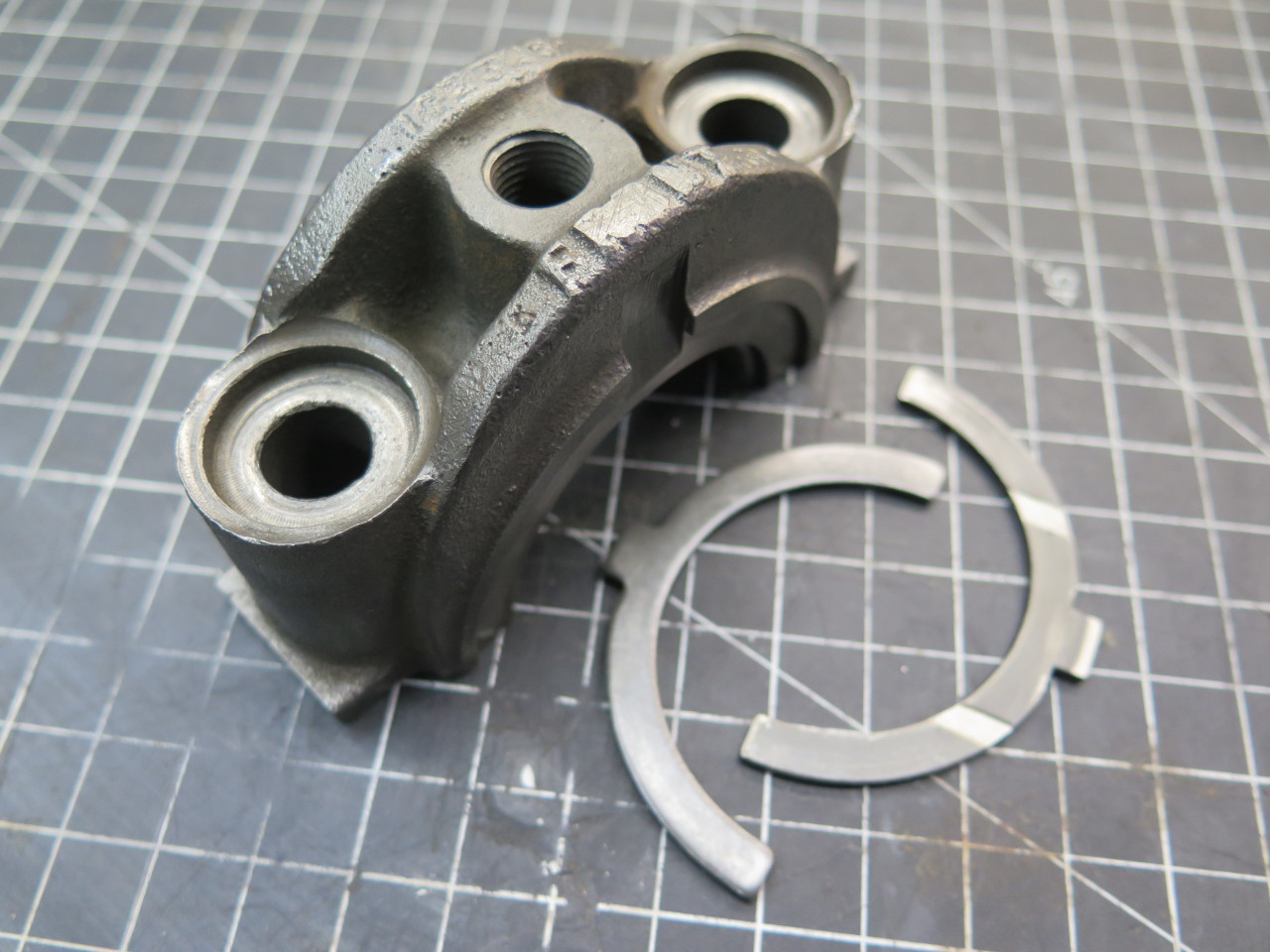
Then, tragedy struck. I was seating the center main bearing cap
with a dead blow hammer when it stopped mid way, and didn't feel right. I
had rotated the crank to get better access, and this apparently
displaced the upper thrust bearing, which prevented the cap from
seating. In the process, I bent the thrust bearing. I made
vain attempts to straighten it, but they didn't work.
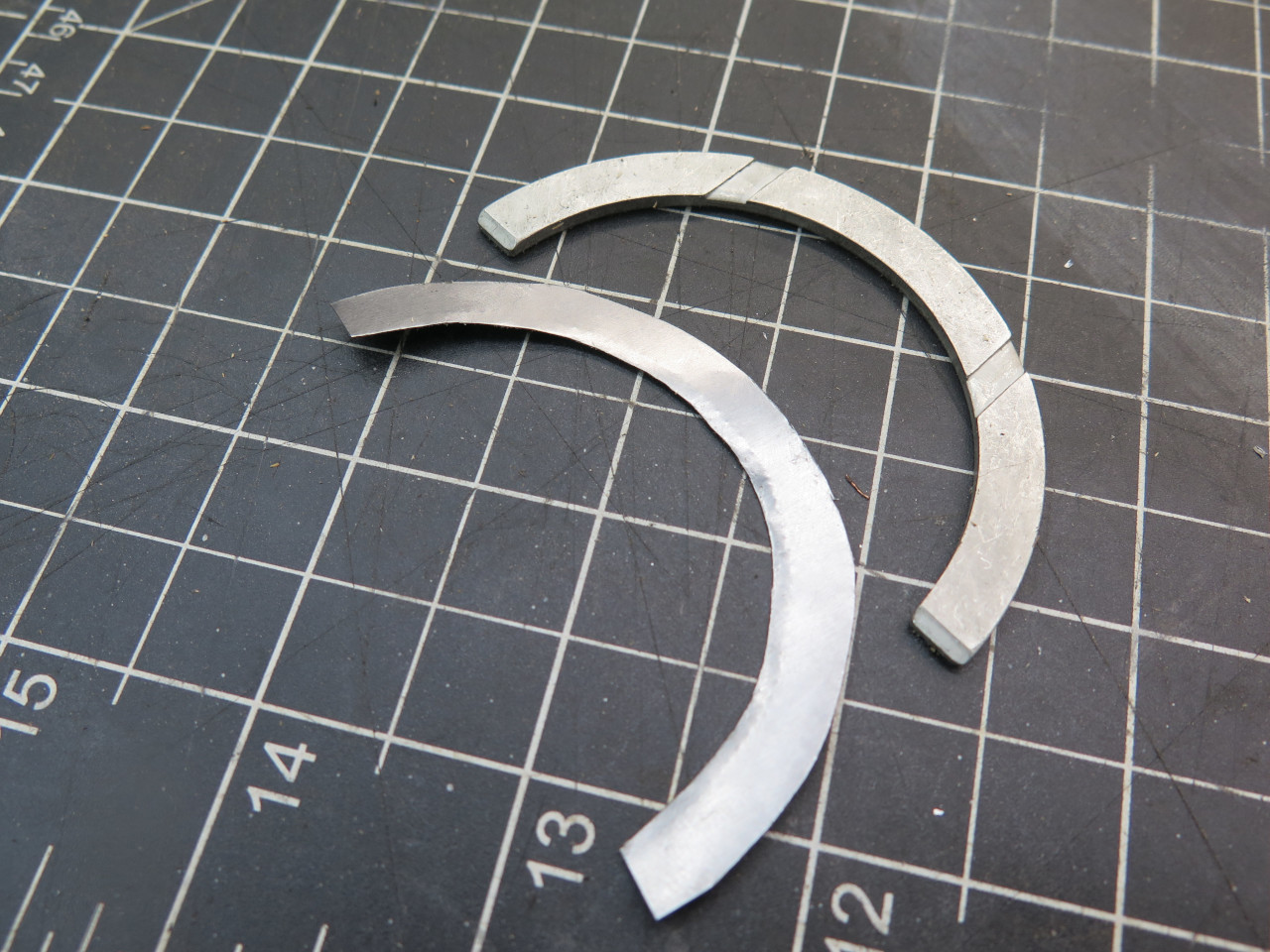
I then realized that for some reason I had another set of thrust
bearings on hand, but they were standard size. Not wanting to pay
for another set of +0.005 bearings when I only needed one, and not
wanting to wait a week to get them, I opted to just make a 0.005" shim
to back up one of the standard parts. Installed it, checked end
float again, and it came out the same as before.
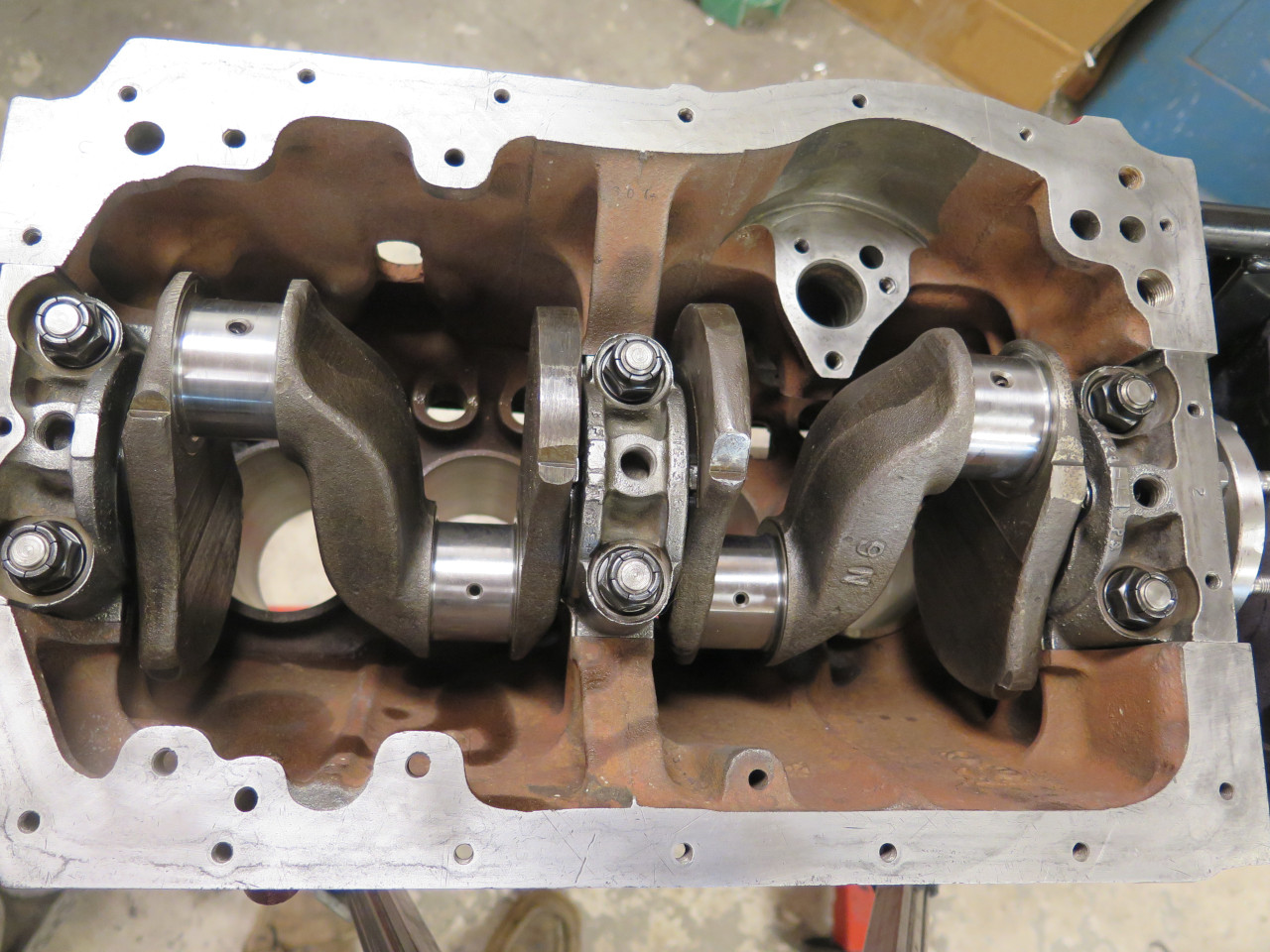
Now, back to the show. Original Main bearing cap nuts were nylon
insert lock nuts. They have probably been used at least twice, so
it seemed like a good idea to replace them. Oddly (at least to
me), there were also split lock washers installed. In my
experience, I usually find either a lock washer or a lock nut, but
usually not both. Belt and braces, I guess.
I opted for all metal lock nuts and new split lock washers--both Grade
8. Nylon lock nuts do have a temperature rating, often only 200º
F or so. They are probably fine, but I like the metal ones better.
Seems happy to be home.
Turns like silk, too.
This little project took a few days, but didn't cost much--around $40 for the hardware.